High strength steel stamping gets complicated when the application calls for AHSS capability but your floor plan can’t take a long coil line. In those situations, the goal is simple: add the coil processing and feed consistency the press needs, without expanding the building or sacrificing throughput targets.
Quick Answer
High strength steel stamping gets much harder when floor space is tight and the material fights flatness. Compact coil processing setups are used in these situations to fit capability into a shorter footprint while supporting modern high-strength coils. For space-constrained plants, the real application goal is steady production at the press, without needing a long conventional line layout.
Key Takeaways
- High-strength coils tend to hold shape, so flatness becomes a day-to-day production constraint, not a “nice to have.”
- Space limits can block new programs even when press capacity exists.
- Some applications need higher press speeds while still holding consistent feed positioning.
- Eliminating a conventional loop pit is a common lever for shrinking line length in tight plants.
- A shorter footprint can add capability without a building expansion, which helps ROI planning.
- The operating window (width, thickness, strength, coil weight) determines whether a line matches your mix of work.
Choose Your Focus
- When high strength steel stamping hits a space limit
- Parts and programs pushing to move to AHSS
- What “good coil quality” means at the press with AHSS
- High-speed production without building a longer line
- Adding capacity in a high-cost, space-constrained facility: Nahanni
- Application fit checklist: does a compact AHSS-capable line make sense here?
What a “AHSS” Means
- AHSS stands for Advanced High Strength Steel, a family of steels used when parts need higher strength-to-weight than mild steel.
- In coil form, AHSS often shows stronger “memory” (coil set/crossbow), so it takes more force to flatten and keep it flat.
- Because it resists bending, AHSS can drive higher straightening forces compared to conventional steels.
- The practical shop-floor impact is that flatness control and consistent presentation into the die become critical to run stable.
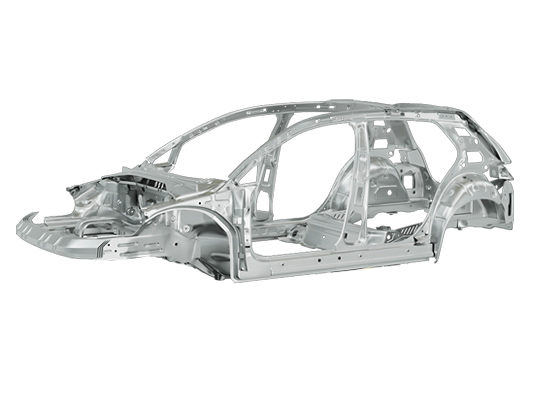
- AHSS shows up most often in applications tied to lightweighting, where designers want strength without adding thickness.
When high strength steel stamping hits a space limit
Floor space becomes the gating factor when you already have press capacity, but the next job needs higher-strength coil capability and stable feeding.
In this application, “limited space” usually means you cannot add a long, conventional line layout with a looping pit and long material path, even if it would solve the processing challenge.



Parts and programs pushing the move to AHSS
The push toward lightweighting is a big reason more stampers are seeing Advanced High Strength Steel (AHSS) show up in quotes and awarded programs.
Compared to mild steel, AHSS brings more coil set and crossbow, which shows up immediately at setup and during runs as a flatness fight.
Where AHSS Shows Up in Stamping Applications
- Automotive body structure and crash components: reinforcements, rails, pillars, and crossmembers where strength and energy absorption matter.
- Seat structures and brackets: thinner-gauge parts that still need high load capacity and dimensional stability.
- Chassis and suspension stampings: control arms, subframe parts, brackets, and stiffeners that see fatigue and impact loads.
- Lightweight structural parts for renewable energy hardware: stamped components used in solar racking or related structural assemblies where weight and rigidity both matter.
- Heavy-duty transportation and equipment brackets: high-strength stampings used where durability is needed without simply increasing thickness.
What “good coil quality” means at the press with AHSS
For AHSS applications, “good coil quality” is practical: the strip needs to arrive flat and consistently presented so the die sees the same conditions hit after hit.
When the strip is not controlled, the problems stack up fast. Flatness defects can show up as wavy edges, and the process becomes less forgiving as speed increases.
Coil Quality Checklist at the Press (AHSS)
- Flatness at entry: strip lays flat with minimal coil set/crossbow showing up at the die.
- Edge condition looks stable: no obvious wavy edges that can telegraph into the process.
- Consistent strip tracking: material stays centered and predictable into the tooling.
- Repeatable feed position at speed: the strip hits the same location each stroke, even as SPM increases.
- Clean, controlled strip path: no irregular loop behavior or sudden tension changes that disrupt presentation.

High-speed production without building a longer line
Some programs need to run at higher speeds while still holding positioning repeatability.
When space is limited, the application question becomes: can you meet speed and uptime goals without adding line length, and without relying on a large pit loop to buffer the press.

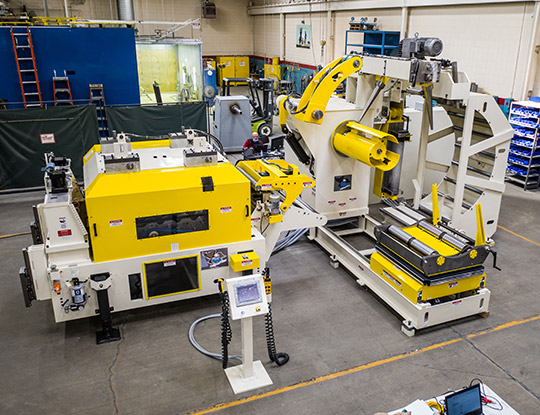
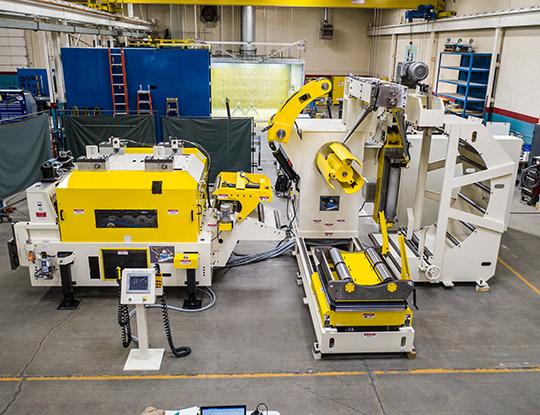
Adding capacity in a high-cost, space-constrained facility: Nahanni
In the video above, Nahanni Steel Products describes a situation many plants recognize: ROI and speed targets tied to modern contracts, inside a facility where expansion is costly.
Their application constraint was footprint. A compact line with an approximately 23-foot footprint allowed them to add capacity without extending the building, which supported their production and ROI plan.

Application fit checklist: does a compact AHSS-capable line make sense here?
Use this as a quick screen before you go deeper on layouts and equipment selection:
- Space reality: Are you trying to add capability without a pit loop and without a much longer conventional line footprint?
- Material range: Do you need one line to cover a wide window like 12–72 inch widths and .030–.300 inch thickness?
- Strength level: Are you targeting AHSS yields up to about 1000 MPa?
- Coil weights: Do your typical coils fall in a range like 10,000 to 60,000 lbs?
- Speed targets: Do your programs expect production rates in the 60–70 SPM range?
- Outcome definition: What does “stable” mean for you: flatness consistency, repeatable feeding, fewer interruptions, or all three?
If the answers line up, the application is a strong match for compact coil processing built around high-strength material demands and limited floor space.
FAQ
What makes AHSS harder to run in a stamping plant?
AHSS tends to hold coil shape more than mild steel, so it takes more force and tighter control to achieve flatness and keep the strip stable into the die.
Why does limited floor space change the coil line decision?
Because conventional layouts often rely on longer line length and a looping pit, which can be difficult or impossible to fit without a building expansion.
What does the video claim about compact lines used for AHSS applications?
It describes a compact system that combines uncoiling, straightening, and feeding into one unit to reduce footprint and support high-strength applications.
How do I know if my program is a fit for high strength steel stamping on a compact line?
Check your space limits, coil size and weight, strength levels, and the speed and stability outcomes your die and program require.