
What is a decoiler? It’s the payoff unit that unwinds coil stock in a controlled way so the strip can enter the rest of your line smoothly and predictably.
In real-world pressrooms and roll forming lines, a steady payoff is what keeps operators from constantly chasing strip wander, loose wraps, and tension swings that show up later as feeding headaches and nuisance downtime.
Quick Answer
A decoiler is the coil payoff unit that unwinds metal coil in a controlled way so the strip can enter the rest of the line smoothly. Its job is to keep tension stable, prevent the coil from “running away,” and deliver consistent material to the next piece of equipment.
Key Takeaways
- A decoiler unwinds coil stock in a controlled, repeatable way.
- Many shops use “decoiler,” “uncoiler,” and “coil reel” to mean the same payoff function.
- The payoff stage affects strip tracking, tension, and how smoothly the line runs.
- Coil control features help prevent loose wraps, edge damage, and sudden payout surges.
- Good setup matters as much as the machine: alignment, braking/drag, and coil centering.
- The “right” decoiler is mostly about coil size, weight, ID/OD, and line requirements.
- A steadier payoff usually means fewer downstream adjustments and less nuisance downtime.
Choose Your Focus
What a “Decoiler” Means
- A decoiler is the first payoff unit in many coil-fed lines that unwinds strip from a coiled bundle.
- It supports the coil and controls rotation so material can be pulled consistently.
- It helps manage drag/tension so the strip doesn’t surge, flutter, or go slack.
- It typically centers the coil to help the strip track straight into downstream equipment.
- It can include features that keep coil wraps contained and reduce handling-related damage.
- In many plants, “coil reel” and “uncoiler” are used interchangeably with “decoiler.”
What is a decoiler?
A decoiler is the payoff unit that supports a metal coil and lets it unwind in a controlled, repeatable way. The strip leaves the coil and heads downstream with less surge, less slack, and fewer “surprises” for the operator.
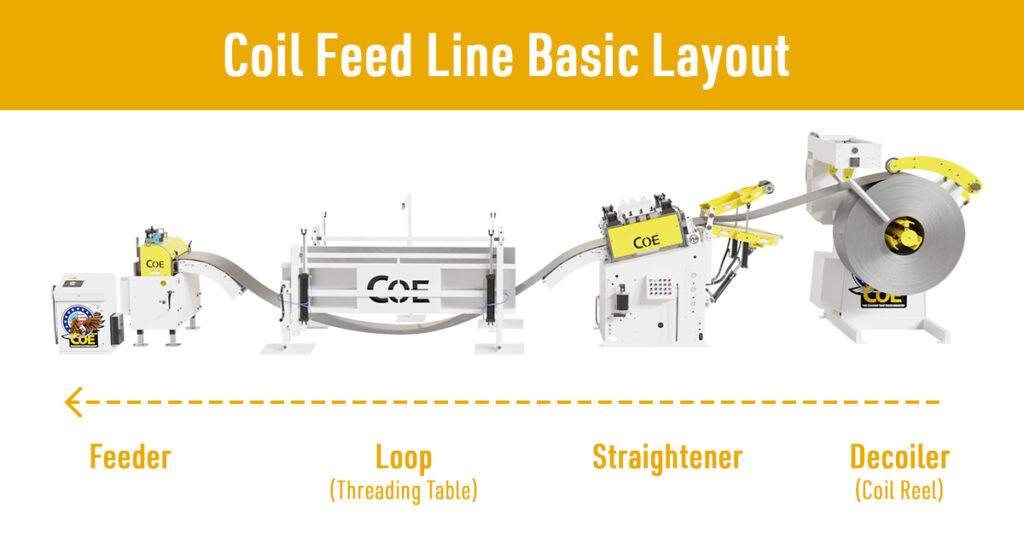
In coil-feed lines, the decoiler sits up front. If payoff is unstable, everything downstream works harder: straighteners fight changing tension, feeds chase inconsistent pull, and operators end up making constant micro-adjustments.

Decoiler vs. Coil Reel vs. Uncoiler: What’s the Difference?
On most shop floors, these terms overlap:
- Decoiler: common term for the payoff machine that unwinds coil in a controlled way.
- Uncoiler: often used interchangeably with decoiler.
- Coil reel: also commonly used for the same payoff function, especially when describing the mandrel-style “reel” that holds the coil.
If you’re writing specs or troubleshooting, use the term your team uses, but define the function: controlled coil payoff to the line.
In practice, the “difference” usually comes down to how the unit holds the coil (mandrel/expansion type), how it controls rotation (braking/drag), and what coil-control features it includes.

How a Decoiler Works in a Coil-Feed Line
A basic sequence looks like this:
- Coil is loaded onto the mandrel or hub.
- Mandrel expands (if expansion type) to grip the coil ID.
- Payoff begins as downstream equipment pulls strip.
- Rotation is controlled using drag/brake so the coil doesn’t overrun.
- Strip is guided toward the next machine with alignment help from guides or centering.
A simple way to picture it: downstream equipment wants consistent pull. The decoiler’s job is to let the coil rotate smoothly, but not freely.
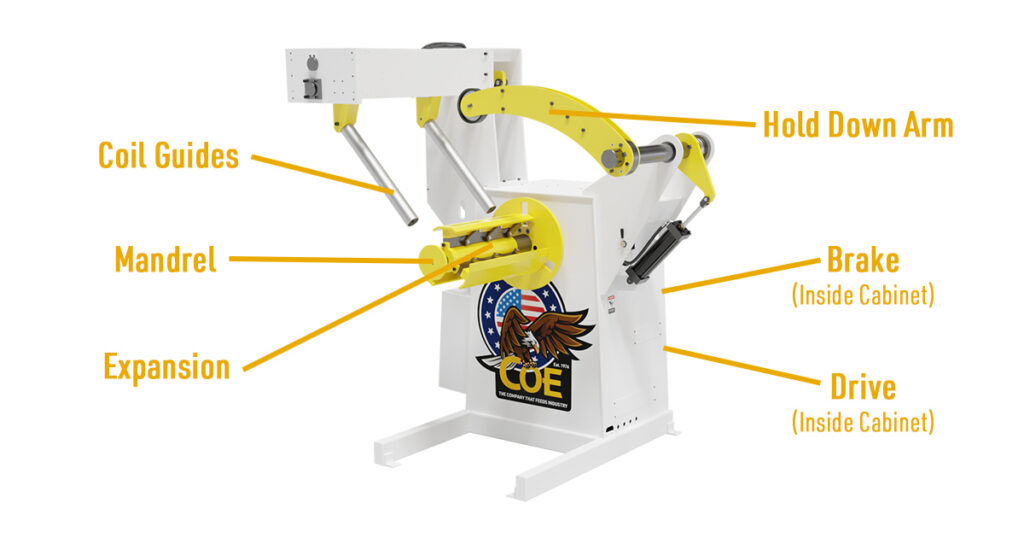
Key Decoiler Components and What They Do
Even across different designs, most decoilers share a few core elements:
- Mandrel or hub: supports the coil and, on many units, expands to grip the coil ID.
- Expansion mechanism: keeps the coil secure so it doesn’t slip, rock, or walk on the mandrel.
- Brake or drag control: prevents “runaway” payoff and reduces slack loops at the wrong time.
- Hold-down / containment features (where equipped): helps keep the outer wraps from springing out, especially on wider coils or higher-memory material.
- Guiding and centering adjustments: helps aim strip toward the next machine so you are not forcing alignment downstream.
- Drive system (on powered units): can assist rotation and improve control, especially with heavier coils or specific line demands.
Operator takeaway: if you’re seeing unstable payoff, the cause is often either coil control (drag/braking) or coil positioning (centering/alignment), not just “the coil being difficult.”
Setup Checks That Prevent Coil Payoff Problems
Most payoff issues show up as a short list of symptoms: strip wander, loose wraps, sudden surges, edge scuffing, or repeated “stop and fix it” moments.
Use these checks before you blame the next machine in line:
- Coil centered on the mandrel: If the coil is off-center, the strip can walk and steer.
- Mandrel expansion set correctly: Too loose can slip. Too tight can distort the ID on some coils.
- Brake/drag set for the job: Too little invites runaway and slack. Too much causes jerky pull and tension spikes.
- Strip path aligned to the next machine: If you’re forcing the strip sideways into entry guides, you’re building problems in.
- Outer wrap control: Watch for spring-out on higher-memory material. Contain it before it becomes an operator safety issue.
- Consistent threading method: Same steps every time. “It worked last time” is not a process.
How to Choose the Right Decoiler for Your Coil
If you’re selecting equipment or standardizing across lines, start with the coil facts:
- Coil weight range (not just maximum)
- Coil ID and OD range
- Strip width range
- Material behavior (high memory, surface sensitivity, slitting quality)
- Line speed and stopping behavior (frequent starts/stops can demand better control)
- Operator workflow (how coils are loaded, threaded, and secured)
Then think about what causes downtime in your reality:
- If you fight runaway and slack, focus on control of rotation and containment.
- If you fight wander and tracking, prioritize centering and strip-path alignment.
- If you fight wrap lift and spring-out, you need better outer wrap control and consistent setup.
What is a decoiler “best” at? It is best at making payoff boring. Boring payoff is usually productive payoff.
Coil Reel/Decoiler Maintenance Mini-Checklist
Use this as a quick PM walkaround to prevent runaway payoff, clock-spring surprises, and brake-related coasting.
Every shift (quick checks)
- Verify the brake area stays clean (oil, dust, and debris shorten pad life and reduce control).
- Watch for coasting/overrun when the line slows or stops. If the coil unwinds at rest, brake adjustment or repair is likely needed.
- Confirm the pressure regulator setting hasn’t drifted (if pneumatic brake).
Weekly (hands-on inspection)
- Inspect brake pads for contamination, glazing, cracking, or uneven wear.
- Check threading drive chain condition, free play, and lubrication.
- Verify mandrel expansion moves smoothly and is lubricated where required.
Monthly or scheduled PM (deeper checks)
- Replace brake pads when they’re near the OEM minimum thickness (often around 1/8 inch, depending on the brake) and performance starts to drift (coasting, inconsistent drag, glazing).
- If equipped, adjust fail-safe brake spring preload to compensate for pad wear and help prevent clock-spring unwind.
- If there’s an HPU: check fluid level, replace filters on schedule, and plan fluid changes if contaminated/overheated.
- Keep a simple maintenance log (spreadsheet beats a notebook once you want patterns).
Read more about Preventive Maintenance
Follow your facility’s lockout/tagout procedure before servicing brakes or drive components.
OSHA lockout/tagout (1910.147)
Guard rotating parts and pinch points around the payoff and drive areas.
OSHA machine guarding (1910.212)
FAQ
What is a decoiler used for?
A decoiler is used to unwind coil stock in a controlled way so the strip can feed consistently into the next piece of equipment in a coil-fed line.
Is a decoiler the same as a coil reel?
In many shops, yes. “Coil reel” is often used as a synonym for the decoiler/uncoiler that performs controlled payoff. The key is the function: supporting the coil and controlling rotation during unwind.
What is a decoiler vs. an uncoiler?
Most of the time, they’re interchangeable terms. If a supplier distinguishes them, it’s usually by design details or features, not the basic payoff job.
Why does poor payoff cause strip wander?
If the coil is off-center, misaligned, or paying off with inconsistent drag, the strip can steer as it leaves the coil. That steering becomes tracking problems downstream.
How do I know if my brake/drag is set wrong?
Common signs include sudden surges (too little control), slack and loose wraps (too little control), or jerky pull and tension spikes (too much control). The “right” setting lets the coil rotate smoothly without overrunning.
Can payoff issues damage strip edges or surfaces?
Yes. Wrap movement, poor alignment, and uncontrolled payoff can cause scuffing, edge contact, and inconsistent strip path that shows up later as marks, camber complaints, or feeding instability.
